
卓上型UV硬化炉 UV PITARI の取扱いを始めました
照射中は扉の開かないインターロック構造
チャンバー内のディンプル加工により、UV光が当たりにくいサンプルにも最適
詳細は以下URLをご参考下さい
卓上型UV硬化炉 UV PITARI の取扱いを始めました
照射中は扉の開かないインターロック構造
チャンバー内のディンプル加工により、UV光が当たりにくいサンプルにも最適
詳細は以下URLをご参考下さい
 |
 |
| 工法名 | 共晶ダイボンディング | 熱圧着 | 金-ハンダ工法 | 異方性導電 ペースト工法 |
ハンダバンプ 工法 |
|---|---|---|---|---|---|
| 金属共晶材による ダイボンディング |
熱と圧力による金バンプ 金パッド接合 |
金バンプにハンダを溶着 パッドに接合 |
異方性導電ペースト/ACP (またはフィルム)による 接合 |
ハンダ溶融による 金属接合 |
|
 |
 |
 |
 |
 |
|
| 本装置による 工法対応 |
|||||
| 対応機能 | 共晶材融点までの加熱 | 加熱+圧力 | 加熱 | 加熱+圧力 | 加熱 |
| 対応温度 | 約165-400℃ | 350-400℃ | 220-240℃ | 150-220℃ | 220-240℃ |
| 必要圧力(I/O) | N/A | 80-100g | 2-10g | 50-100g | 5-10g |
| 超音波効果 | |||||
| 不活性ガス | 必須 | 不要 | 要 | 不要 | 要 |
使用材料によりデーターが異なります。
詳細は材料メーカーのデーターを参照下さい。
| 型式 | M1300 |
|---|---|
| 機能 | 半自動型 FCボンダー |
| アライメント精度 | ±1.0μm |
| 印加荷重 | 50-5000g (ロードセル交換) |
| アライメント | X-Y軸マニュアル / Θ軸 オート |
 |
 |
パルスヒーター、超音波ボンディングユニット、不活性ガスボンディングステージ、レーザー変位補助アライメント、他
 |
 |
| デバイス毎に製作されるワークホルダ―
TO-15用ボンディングステージ |
操作はPCディスプレイよりファイルNo.を読み込むのみ |
 |
 |
| 一般的なボンダー
O2濃度1000ppm 雰囲気ボンディング 接合材にボイド発生
|
ハイソルボンダ―
置換雰囲気ボンディング O2濃度500ppm 接合材にボイド発生なし |
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
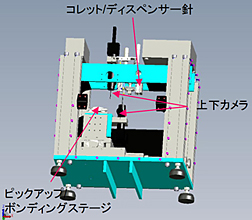
ウェハー(トレイ)よりハンドリング、チップ上下反転後画像処理、
アライメント、熱圧着/接着剤(ディスペンス他)/共晶方式
各種実装工法によるオートフリップチップボンダー MODEL-400
![]()
2-8ウェハー、ワッフルトレイ、粘着シートトレイ、パッケージ、基板、ガラス等
対象物を選ばず、アダプター交換により幅広くハンドリング/実装が可能
 |
 |
| 工法名 | 共晶ダイボンディング | 熱圧着 | 金-ハンダ工法 | 異方性導電ペースト 工法 |
ハンダバンプ工法 |
|---|---|---|---|---|---|
| 金属共晶材による ダイボンディング |
熱と圧力による金バンプ 金パッド接合 |
金バンプにハンダを溶着 パッドに接合 |
異方性導電ペースト/ACP (またはフィルム)による 接合 |
ハンダ溶融による 金属接合 |
|
|
|
|
|
|
|
| 本装置による 工法対応 |
|||||
| 対応機能 | 共晶材融点までの加熱 | 加熱+圧力 | 加熱 | 加熱+圧力 | 加熱 |
| 対応温度 | 約165-400℃ | 350-400℃ | 220-240℃ | 150-220℃ | 220-240℃ |
| 必要圧力(I/O) | N/A | 80-100g | 2-10g | 50-100g | 5-10g |
| 超音波効果 | |||||
| 不活性ガス | 必須 | 不要 | 要 | 不要 | 要 |
使用材料によりデーターが異なります。
詳細は材料メーカーのデーターを参照下さい。
| 型式 | 自動フリップチップボンダーM400α | 自動チップ移載機 M400TR |
|---|---|---|
| 機能 | 全自動ボンディング or JOG送りによる手動アライメント |
全自動ウェハー→チップトレイ 粘着トレイ→装置専用トレイ etc. |
| アライメント精度 | ±2.5μm | ±5μm |
| 印加荷重 | 50-1000g | 50-1000g |
| アライメント | 自動 | 自動 |
 |
 |
 |
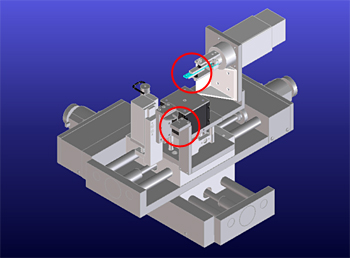 |
| パルスヒーターボンディング ステージ&実装観測カメラ |
導通検査プローブステージ& チップ反転ユニット |
 |
 |
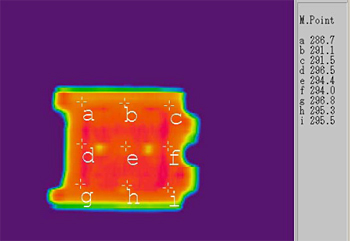
| 20X20mm パルスヒーターヘッド 表面温度分布 at 295℃ |
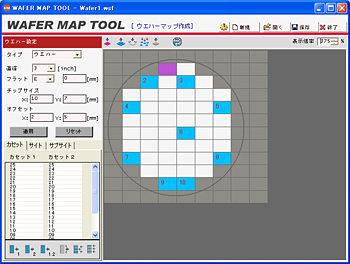
ウェハーマップによるピックアップ |
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
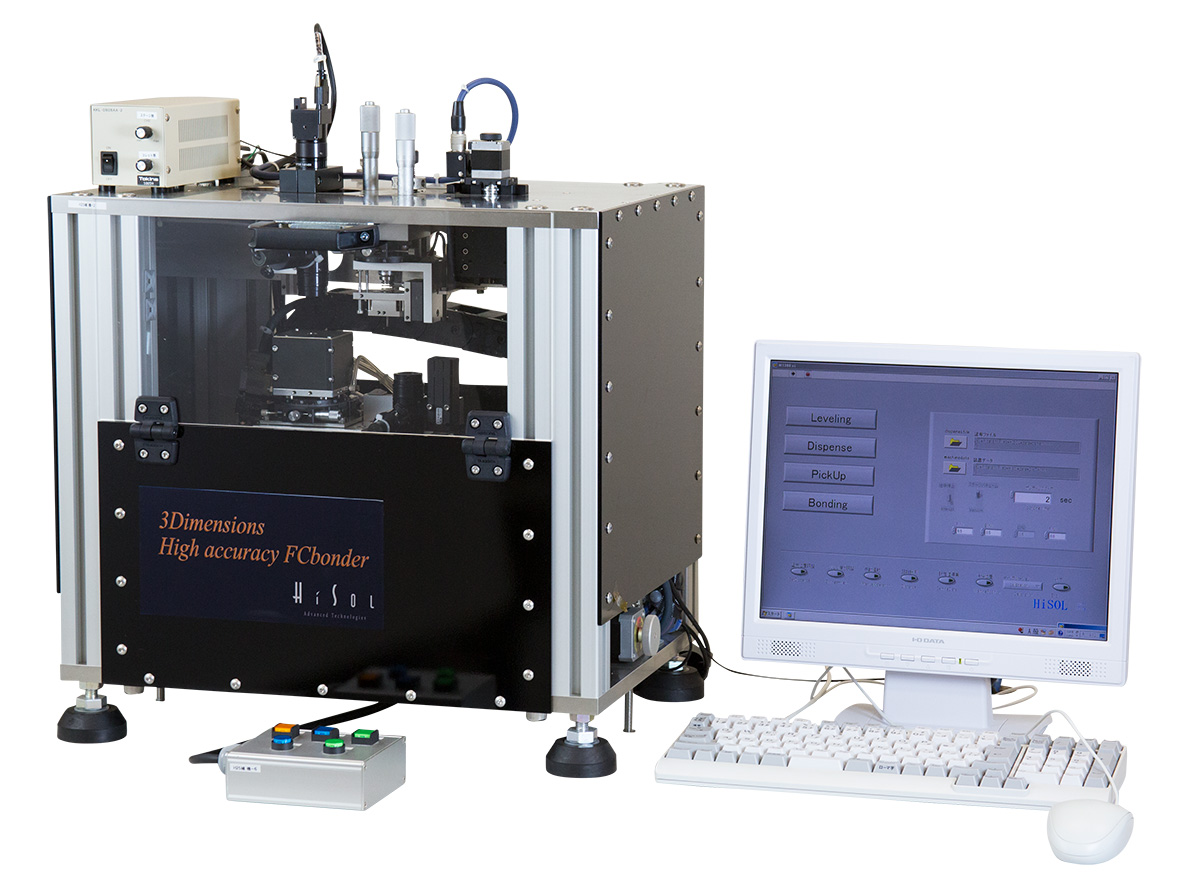
小型デスクトップフリップチップボンダー
![]()
PCソフトオペレーションシステムにより簡便で再現性の高い実装が可能
光部品実装、MEMSデバイス組立、多ピンBGA実装などに最適
400ニュートンまでカバーする広範囲荷重モデル
 |
 |
| 工法名 | 共晶ダイボンディング | 熱圧着 | 金-ハンダ工法 | 異方性導電 ペースト工法 |
ハンダバンプ工法 |
|---|---|---|---|---|---|
| 金属共晶材による ダイボンディング |
熱と圧力による金バンプ 金パッド接合 |
金バンプにハンダを溶着 パッドに接合 |
異方性導電ペースト/ACP (またはフィルム)による 接合 |
ハンダ溶融による 金属接合 |
|
|
|
|
|
|
|
| 本装置による 工法対応 |
|||||
| 対応機能 | 共晶材融点までの加熱 | 加熱+圧力 | 加熱 | 加熱+圧力 | 加熱 |
| 対応温度 | 約165-400℃ | 350-400℃ | 220-240℃ | 150-220℃ | 220-240℃ |
| 必要圧力(I/O) | N/A | 80-100g | 2-10g | 50-100g | 5-10g |
| 超音波効果 | |||||
| 不活性ガス | 必須 | 不要 | 要 | 不要 | 要 |
使用材料によりデーターが異なります。
詳細は材料メーカーのデーターを参照下さい。
| 型式 | M90 | M95 |
|---|---|---|
| 機能 | 手動型 FCボンダー | 手動型 FCボンダー |
| アライメント精度 | ±2.5μm | ±2.5μm |
| 印加荷重 | 50-2000g | 300-40000g |
| アライメント | マニュアル | マニュアル |
 |
 |
| ユニット寸法 | 本体寸法 |
パルスヒーター、超音波ボンディングユニット、ペーストスキージテーブル及びスタンパー、UV硬化ランプ、他
 |
 |
| 標準ワークホルダー (O2濃度500ppm以下) 『デバイス毎に製作されるワークホルダ―及びコレット』 |
MEMSデバイス用コレット |
高精度ダイ/フリップチップボンダー動画
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。
弊社では製品開発をより一層強化し、市場リリースのスピードアップ向上の為、
TIRIへ技術開発部門の一部が入居することとなりました。
皆様方のさらなるご支援・ご愛顧をお願い申し上げます。
弊社の技術が世界に誇る東京のものづくりとして東京都のホームページに紹介されました。
記事に関する内容は以下をご参照下さい。
https://www.kaisyahakken.metro.tokyo.lg.jp/kigyou/hisol/

英国ロジテック社は表面仕上の技術力では世界トップクラスであり、半導体や地質学関連など様々なマーケットで使用されております。
精密なラッピング、ポリッシングを可能とする最新装置に加え、リアルタイムで削れている量を確認することができる特殊冶具もご用意しております。
この冶具には削減量をセットできる為、設定値に到達するとブザー音でお知らせします。


